

Открыта продажа нового станка
Лозоколочный станок ЛК-7. 2024 г.

Станок предназначен для раскалывания ивовых прутьев диаметром от 6 до 18 мм на 3 и 4 шины.
Стоимость станка 44 000 рублей.
Лозострогальный станок ЛСЕ-5. Обновленная модель 2024 г.

Стоимость станка 42 000 рублей.
Станок оригинальной конструкции. Привод станка — посредством клиноременной передачи. Скорость пропускания ленты-1 м/сек. Станок отличается низким уровнем шума во время работы и отсутствием вибрации из за того, что на нем синхронизация вращения подающих валов происходит посредством зубчато-ременной передачи, в отличие от традиционных станков, где используется шестеренчатая. Электропитание от сети 220 вольт. Мощность электромотора 180 ватт. Цикл работы — продолжительный. Имеет удобные регулировки.
На станке можно осуществить полный цикл строгания ивовых шин и пластин до получения ленты-глянца разной толщины. Минимальная толщина получаемой ленты 0.4-0.5 мм. Так же получается промежуточная лента-стружка (вторичка) высокого качества, годная для плетения.
Габаритные размеры станка 35 х 28 (см). Высота 45 см. Станина изготовлена из фанеры 12 мм. Масса станка-25 кг.

По вопросам приобретения станков информацию можно получить по электронной почте:
[email protected]
Так же можно позвонить на номер 8(927)667-30-95, или отправить СМС на этот же номер по WhatsApp и Wiber .
Новое видео по работе ЛСЕ-5 можно посмотреть по ссылке ниже.
https://vk.com/wall216201327_139
Устройство и сборка лозострогального станка ЛСЕ
21 ноября 2024
4 комментарияНаборы плетеной мебели
Предлагаем чертежи-лекал на кресло-качалку КК-3 из нашего каталога за 1500 рублей.
Подробная информация на странице ЧЕРТЕЖИ И ПРОЕКТЫ ДЛЯ ВАС.












В ресторане





Свой домик





{kind=link}
{kind=link}
{kind=link}



21 ноября 2024
22 комментарияНастройка станка ЛСЕ-4.Э

Станок лозострогальный, ЛСЕ-4.Э, с электроприводом, предназначен для получения ленты-глянца из ивовых шин и пластин методом их послойного строгания, с целью повышения производительности труда и частичной механизации трудоемких процессов при подготовке сырья и материалов к плетению .
Станок сконструирован и производится в мастерской лозоплетения «ЛОЗА-АРТ». Предлагаемый вариант, ЛСЕ-4.Э, полностью настроен и отрегулирован для работы. Технические испытания проведены в производственных условиях. Станок показал себя, как стабильно работающий механизм. Строгальные ножи сделаны из высокопрочной стали и рассчитаны на долговременную работу. При мелко-кустарной работе срок службы ножей , до следующей правки (заточки), 2 года и более , в зависимости от интенсивности эксплуатации станка. Срок службы станка 10-15 лет. Станок не нуждается в смазке и в других каких либо процедурах по его обслуживанию.
О регулировках станка ЛСЕ-4.Э
Станок имеет следующие регулировки:
- регулировка положения нижнего подающего вала;
- регулировка положения верхнего подающего вала;
- регулировка силы давления верхнего подающего вала на шины;
- регулировка натяжения ремня синхронизатора;
- регулировка натяжения ремня привода (электромотора);
- регулировка станка после правки (заточки) строгального ножа:
Регулировка положения нижнего подающего вала.
Минимальную толщину ленты-глянца на выходе из станка определяет зазор между строгальным ножом и последней ступенькой нижнего подающего вала. Чтобы установить этот зазор предусмотрена регулировка положения нижнего вала относительно строгального ножа, так как строгальный нож на ЛСЕ-4.Э установлен жестко на опорах. . Настройку нижнего вала производят исходя из толщины ленты на последней ступеньке нижнего вала. Она равна примерно 0.5 мм. Поскольку вал имеет несколько ступенек, то на каждой из них получается лента определённой толщины с номиналом 0.5, 0.9, 1.5, 2.5, 3.5 (мм). Регулирование положения нижнего вала производится двумя болтами М6 на двух боковых стойках, стягивающим и упорным. Но настройку минимальной толщины ленты-глянца на выходе проводят регулировочными болтами на той стороне, где выходит лента 0.5 мм. На ранних моделях она находится с левой стороны, на поздних (ЛСЕ-4.ЭМ) с правой.
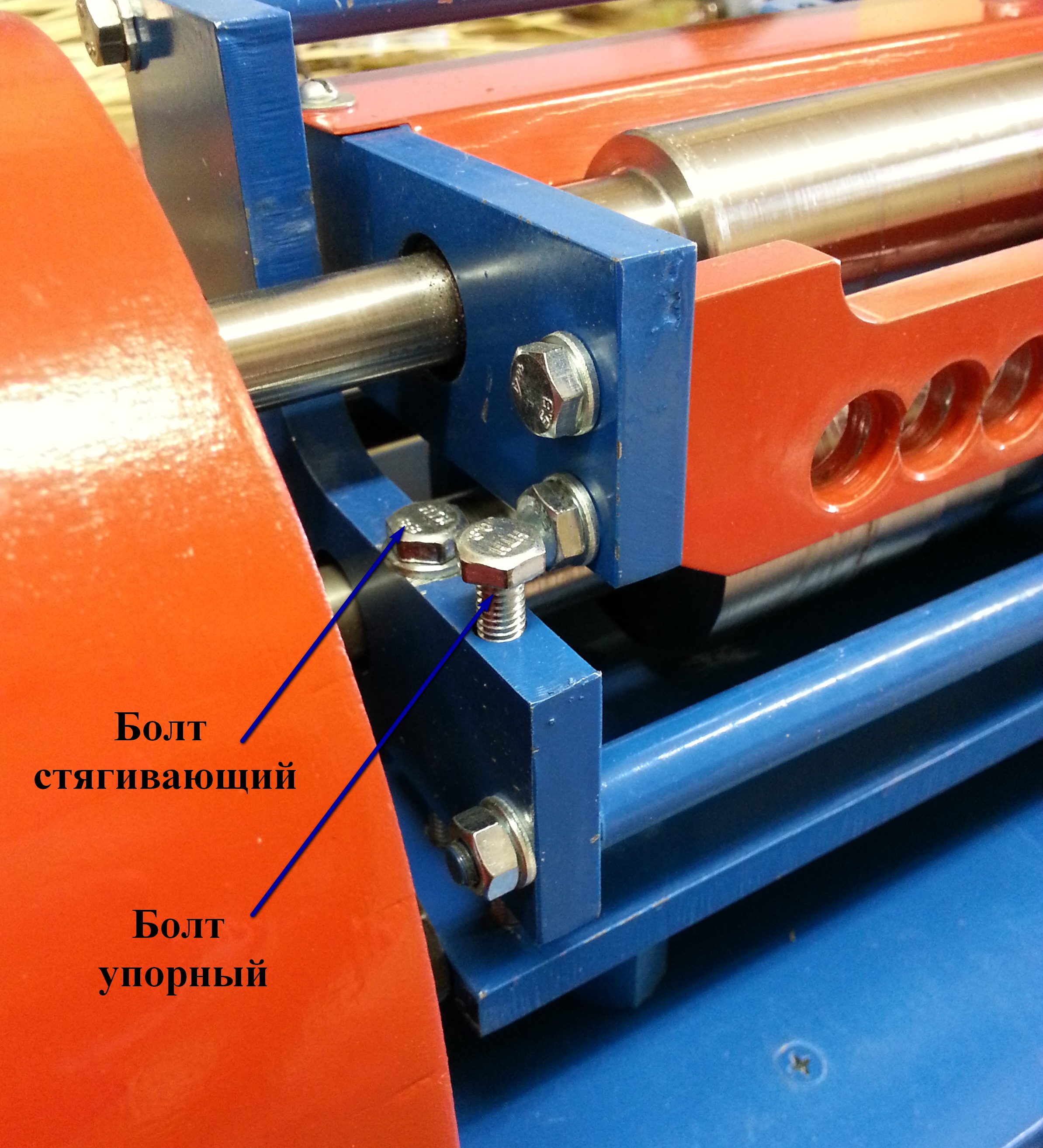
Чтобы опустить нижний вал вниз относительно строгального ножа нужно ослабить упорный болт и подтянуть стягивающий;
Чтобы поднять вал нужно ослабить стягивающий болт и подтянуть упорный.
При манипуляции регулировочными болтами нужно учитывать то обстоятельство, что регулировка идет в десятках долях миллиметра и поворачивать болты нужно каждый раз не более чем на четверть оборота.
Настройка на минимальную толщину ленты на последней ступени подающего вала производят уже опытным путём, пропуская через станок ивовые шины, до получения желаемого результата, каждый раз подкручивая регулировочные болты
Регулировка положения верхнего подающего вала.
Рабочее положение верхнего вала такое, что он должен находиться на минимально близком расстоянии от строгального ножа, но в то же время не должен касаться его. Для этого предусмотрена функция регулировки положения верхнего вала относительно строгального ножа.
Верхний вал с подающей панелью посредством стяжек и коромысел соединены в один единый блок и шарнирно раскачивается на осях, которые установлены на боковых стойках станка. В задней части на весь блок снизу давит пружина. Спереди вся конструкция через подающую панель упирается на регулировочный болт с контргайкой.
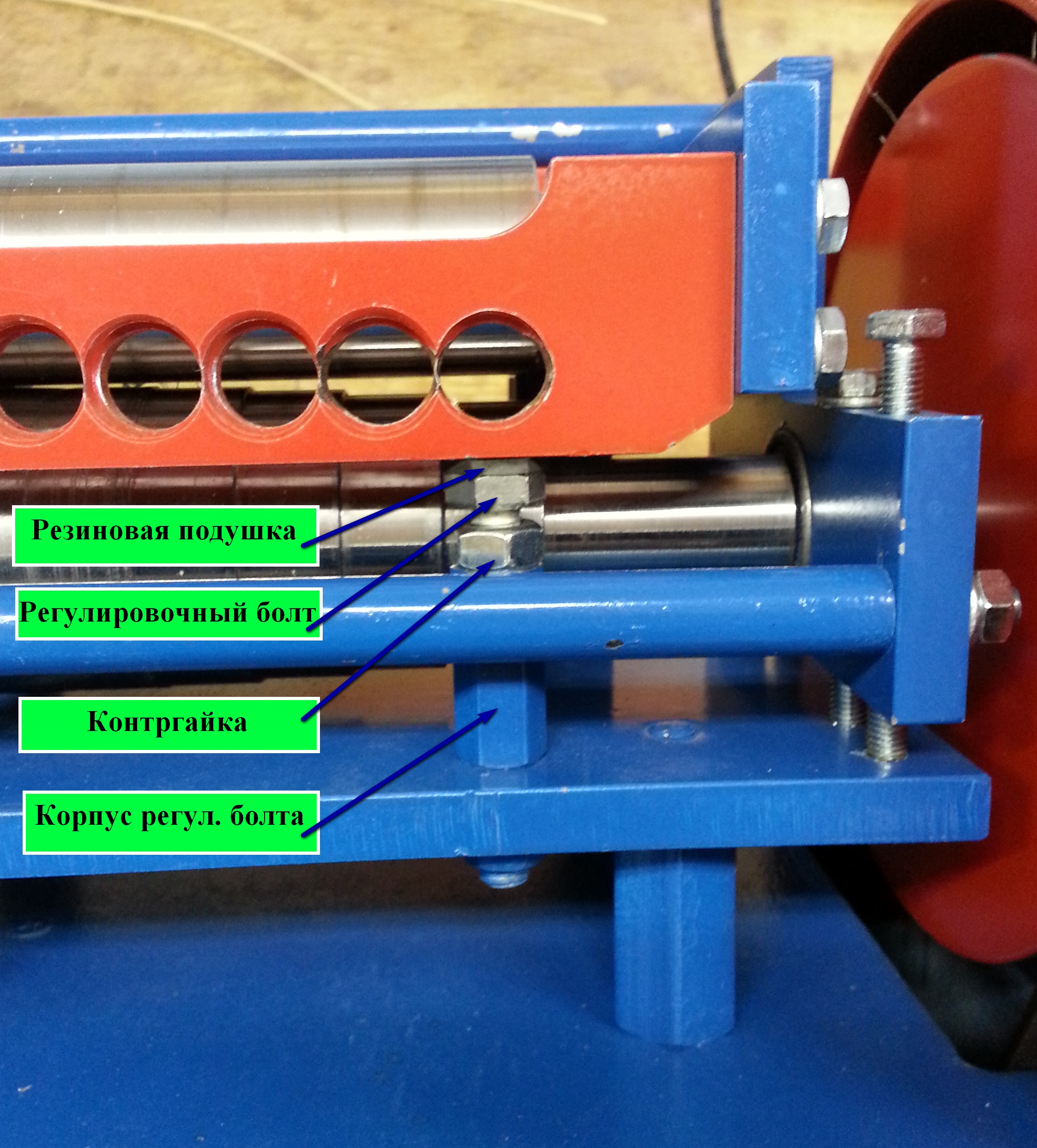
Регулировочный болт вращается в корпусе, который установлен на платформе станка. Поворачивая болт в ту, или иную сторону можно отрегулировать рабочее положение верхнего подающего вала относительно строгального ножа. Регулировочный болт фиксируется с помощью контргайки. На головку регулировочного болта приклеена резиновая подушечка, которая гасит удары при резком опускании верхнего вала во время работы станка.
Регулировка давления верхнего подающего вала.
При работе станка верхний подающий вал давит на проходящие через станок шины. От силы давления верхнего подающего вала на шины зависит качество получаемой ленты. При недостаточном давлении ивовая шина, при прохождении через станок, срезается как по толщине так и по ширине. В результате из крупной шины получится узкая лента. При слишком сильном давлении валы могут раздавить шину и в итоге получится широкая лента, но с трещиной посередине. Качества получаемой ленты можно добиться пробным строганием заранее подготовленных для этого шин. С каждым разом изменяя, силу давления верхнего вала, можно добиться желаемого результата.
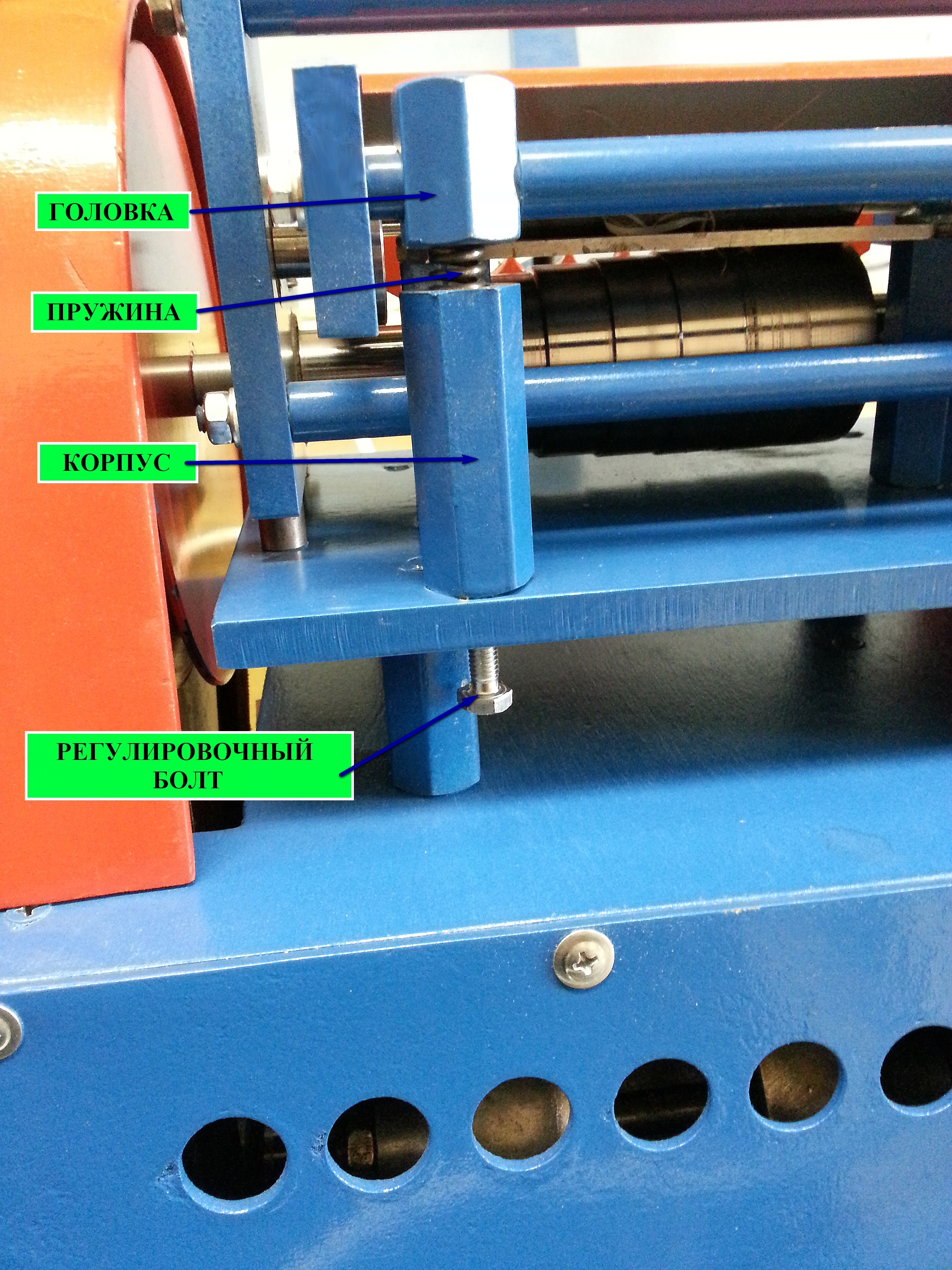
Силу давления верхнего вала создает пружина, находящаяся на задней части станка. Пружина находится в металлическом корпусе из шестигранного проката. Корпус пружины установлен на платформу. С нижней стороны корпуса имеется регулировочный болт (М6). Сама же пружина верхним концом упирается в головку корпуса пружины, установленную на поперечной стяжке блока верхнего вала. Этим болтом и регулируется усилие пружины, соответственно и давление верхнего подающего вала на ивовые шины.
Регулировка ремня синхронизатора
Механизм синхронизации подающих валов не требует сильной натяжки ремня. Подтянуть ремень рекомендуется только тогда, когда будет заметно пробуксовывание верхнего подающего вала, хотя на практике такого случая не наблюдалось даже при самой слабой натяжке ремня синхронизатора.

Регулировка натяжения ремня привода:
Электродвигатель станка крепится к внутренней перегородке станины четыремя гайками. Со временем ремень привода немного растягивается и может начать пробуксовывать. Это будет заметно по такому признаку, как будто мощность станка начинает падать. Чтобы подтянуть ремень нужно ослабить четыре гайки крепления электродвигателя в отсеке для хранения электрошнура питания. После ослабления гаек двигатель должен опуститься вниз под собственной тяжестью.

При необходимости можно слегка нажать на гайки со шпильками, чтобы эл.двигатель сместился вниз. После этого нужно затянуть гайки. Станок снова будет готов к работе.
Настройка станка после правки (заточки) строгального ножа:
Заточка строгального ножа рассчитана на работу от 2 до 5 лет в зависимости от интенсивности эксплуатации станка.
Для снятия ножа со станка предварительно нужно снять отражатель стружки.

Затем снять нож со станка, отвернув два болта крепления.

Нож рекомендуется править вручную на мелкозернистом абразивном бруске. При этом плоскость бруска должна быть ровной. Желательно для этого иметь новый брусок. После правки режущая кромка ножа должна иметь равномерный блеск по всей длине . В конце нож нужно отполировать на войлочном круге с пастой ГОИ. (Не рекомендуется затачивать строгальный нож на электронаждаке, так как при этом можно нарушить угол заточки и повредить режущую кромку)Устанавливается нож на на место в обратном порядке. Перед затяжкой болтов нож нужно отодвинуть назад до упора. При этом верхний вал нужно опустить в низ до минимального расстояния к нижнему валу, но не должен касаться его. Для этого нужно ослабить регулировочный болт положения верхнего вала. Болты крепления пока сильно не затягивать. Теперь нужно включить станок и лёгкими постукиваниями молотком пододвигать левой край ножа, где на выходе на последней ступени лента 0.5 мм, к валам.
На станкаах ЛСЕ-4.ЭМ, последняя ступень, где лента 0.5 мм, находится с правой стороны. Поэтому регулировку нужно производить с правой стороны, если учесть, что вы стоите лицом к станку.

Это нужно делать очень аккуратно и не спеша. Когда появится звук касания ножа об верхний вал, прекратить постукивание и повернув регулировочный винт положения верхнего вала приподнять верхний вал до устранения касание ножа об верхний вал. Затем затянуть болты крепления строгального ножа. После этого регулировочным винтом положения верхнего вала снова опустить верхний вал до касания со строгальным ножом и опять устранить это касание регулировочным винтом положения верхнего вала, повернув его обратно. Такое положение верхнего вала является главным условием стабильной работы станка, когда верхний вал станка находится на минимальном близком расстоянии над строгальным ножом, но не касается его. Теперь нужно зафиксировать регулировочный болт контргайкой.
Пропустив несколько заранее подготовленных ивовых шин нужно убедиться в стабильности работы станка. Если станок работает нормально установить отражатель стружки на место.
Станок готов к работе.
21 ноября 2024
5 комментариев
Свежие комментарии